
本日は『統計的な考え方「QC7つ道具:管理図」とは?』をお伝えいたします。
管理図とは?
管理図とは、管理を行うにあたり必要とし作成する図面。生産管理の分野では、品質や製造工程が安定な状況で管理されている状態にあることを判断するために使用するグラフのことである。
時間ごとの状態をグラフ上に配置し、従来までの傾向と異なるデータや管理限界線を逸脱したデータの有無から異常の発生を判定する。
管理図は、シューハート管理図 (JIS Z 9021) や累積和管理図などに分類される。
Wikipediaより引用

管理図とは、工程の品質特性が規格に対して安定状態にあるかどうかを見るツールです。
管理図は、時系列に得られるデータをプロットし、その点を線でつないだ折れ線グラフに統計的に意味のある管理線を引いた図で、プロットした点の位置や並び方からデータの変動が不可避な原因によるものか、原因を突き止めて対策を講じる必要がある原因に拠るものかを判断するのに用いられます。
製品の出来栄え把握と異常への気づき
いくら毎日体調管理をしていても毎日の体温が一定でないように、日常管理をしっかりしていても、製品の出来栄えはバラツキます。「ちょっと熱がある?」と思って体温を測ったとき、あなたは何度になったら、風邪だと判断していますか?「これは、風邪だ!」という判断をする体温が判っていれば、適切に判断できるのではないでしょうか?
このように、製品の出来栄えを把握して、異常であるかどうかを判断する限界の線が引かれたものが管理図です。
管理図の目的
工程を管理するというのは、異常原因によるバラツキを無くし、偶然原因によるバラツキだけの状態にすることです。よって、造られる製品の品質が安定状態にあるのかどうかを見るためのものです。
工程に異常が起きた時に、すぐにそのことを知らせてくれる“警報機”の役割をしています。
管理図の目的としては、次の2つが挙げられます。
- 製造工程が、管理状態にあるか?を調べる
- 製造工程を正しく管理状態に保つため
管理図は、工程に何か異常が発生した際に知らせてくれるツールです。工程で何か異常が発生した際は、早急に何らかの処置を行い、二度とその異常が発生しないような恒久対策を行う必要があります。
工程に異常やバラツキは必ず発生します。それは生産プロセスの中で、品質に影響を及ぼす生産の4M(人・方法・機械・材料)の状態が常に同じであるということがないからです。安定していれば、基本的に製造する製品のバラツキは、いつもほとんど同じバラツキ方を示します。異常があれば、品質に影響を及ぼす生産の4Mの状態が、どのようになっているかを調べてみる必要があります。
管理図は、工程に異常が発生しているときに、簡単で客観的な方法で異常の発生を知らせてくれる仕組みと言えます。
データのバラツキ
モノづくりの現場では、必ずバラツキが発生します。製品の品質特性にばらつきを与える原因は、大きく二つに分けることができます。一つは標準に従って作業を行っているにも関わらず発生するバラツキで、これは現在の技術で押さえ切れないもので偶然原因といわれます。
もう一つは工程に何か異常が起きて、標準が守られてなかったり、標準不備などで大きなバラツキを与える異常原因と呼ばれています。その異常なバラツキを発見し、その原因を捉え、抑え込んでいくこと、取り除くことが重要です。この異常原因を察知するのが狙いです。
計算式から導き出した管理限界線をグラフに書き込んだモノが管理図です。この管理図に折れ線グラフを書き込みますが、折れ線グラフが管理限界線を越えたり、管理限界ないでもある規則性の動きをしている場合は、異常原因によるバラツキが発生していると判断します。
●【データーのばらつき】
- 【偶然によるバラツキ】同じ機械、同じ刃具、同じ加工速度で加工していても生じるバラツキ。設備の僅かなクリアランス、僅かな粗材の硬さの違いなどからくる避けれない、原因を調べても意味がない偶然のバラツキ
- 【異常によるバラツキ】工程がいつもと違う、何かが起きたときにおこるバラツキ、刃具が欠けた、粗材が硬い、クランプ圧が低いなど、見逃すことができない原因(異常原因)によるバラツキ
管理図は工程が安定してこそ役に立つ
管理図は、工程の状態が分かる健康診断のようなもので、工程の健康状態を知るとても便利なものですが、日常的に不良が発生している場合は、管理図を用いる意味がありません。目の前で不良が発生していますので、まずは品質改善を行いましょう。
例えば、医師や看護師の方が、目の前で怪我して出血している患者さんがいるのに、怪我の処置もしないで体温や血圧を測るなど健康診断みたいなことはしないと思います。まずは怪我の処置をすぐに始めると思います。それと同じで、まずは品質改善で目の前の品質不良を改善しましょう。
品質改善により安定したモノづくりができるようになって管理図を用いるべきだと考えます。管理図を使うのは、良品率99.7%以上(工程能力指数1以上)を目安にしてみると良いでしょう。
管理図の種類
- 「X管理図(一点管理図)」
工程平均を個々の測定値X(計量値)によって管理。 - 「X管理図」
工程平均を平均値X(計量値)によって管理。 - 「R管理図」
工程のバラツキを、範囲R(データの最大と最小の値の差)で管理。計量値である。 - 「X-R管理図」
工程を平均値Xとバラツキの範囲Rによって管理。同時に見ることで変化が分かる。 - 「X-Rs-Rm管理図」
一点(X)管理図に移動範囲Rs、最大移動範囲Rmを組合せた計算値。
管理図とは?(X-R管理図)
管理図とは「工程が管理された状態か否かを、管理限界線によって診断するツール」
最も一般的なX-R管理図は、測定データの平均値X(エックスバー)と、バラツキとして範囲R(その日の最大値-最小値)をプロットした折線グラフです。基本的に、日々記入するのはこれだけですので大きな負担ではありません。
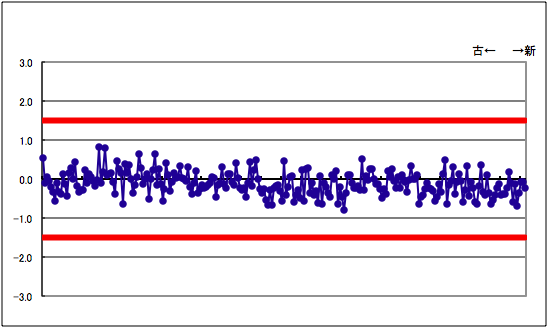
X-R管理図は、平均値(狙い値)の問題とバラツキ問題の両方を診断することができ、かつ最も異常の検出力が高い管理図です。管理図では、上方管理限界 UCL(ユーシーエル)、下方管理限界 LCL(エルシーエル)という2本の線によって工程を管理します。基本的には、XとRの打点がこの範囲に入っていれば、工程は安定した良い状態であると考え、ここから外れた時は、工程に何らかの異常があると考えます。
管理限界線UCL・LCLとは?
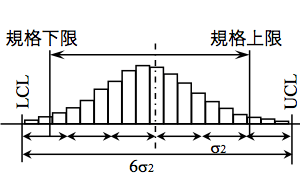
まず、管理された状態とは、工程の異常原因が全て対策され、もはや避けられない純粋なバラツキだけになった状態のことです。その様な工程から取ったデータは、下図の様な正規分布になります。

以降では、測定データのバラツキの度合いとして、標準偏差σ(シグマ)を使って考えます。標準偏差σが大きいほど、バラツキが大きいことを意味します。ここで、正規分布には以下の性質があります。「平均値を中心とした±3σの範囲に、全データの99.7%が収まる」したがって、この±3σの位置に管理限界線 UCL、LCLを引き、その中にデータが収まるか否かを見れば、工程が管理された状態か否かが分かるのです。
ただし、いかに工程が管理された状態になっても、そのバラツキには大小があります。 下図の様に、バラツキ(標準偏差σ)が大きく、管理限界線が製品規格からはみ出ている状態では、管理図には異常が出なくても、不良が出てしまいます。当然ですが、管理限界線は製品規格より十分内側に入っていることが必要です。
| バラツキが小さい場合 | バラツキが大きい場合 |
 |  |
管理図の異常の見つけ方
- データが管理限界線オーバー
管理限界線をオーバーしたら異常と考え、原因追究と対策を考えます。 - データに周期性がある
毎週金曜が悪いなど周期性がある場合、必ず原因があります。 - 連続性がある
例えば、中心線の片側に連続で7点以上続くのは、確率を考えれば異常です。 - 上昇傾向や下降傾向がある
7点以上の上昇、下降傾向がある場合も異常ですので原因追究すべきです。 - データ分布が2山ある
データ分布に2つ以上の山がある場合も異常です。2種類のデータ混在も考えられます。 - データが中心に集まり過ぎる
連続15点が±1σ以内にある場合も異常です。確率を考えると異常だと考えます。
まとめ
管理図の規格限界を発見したり、管理限界に保つことで、工程をよく管理された状態に保つことが可能になります。また、工程が管理された状態にあるかどうか?管理図を確認することで工程解析も可能になります。








{kind=link}