
本日は『新製品立上げ:工程計画・整備段階における製造部門5つの役割』をお伝えいたします。
品質保証における製造部門の役割(工程計画・整備段階)
新製品立上げ時、工程計画・整備段階での製造部門の品質保証における役割・目的は何でしょうか?
工程計画・整備段階における製造部門の役割は、設計品質が満足できる工程編成であるか?という観点で、過去トラブル(過去の不具合)や作業性の問題を含めた自工程要件の抜けのない織り込み、製品構造の変更要望や改善案を生産技術部門に提案すること、提案後の展開状況のフォローです。
1.設計品質が満足できる工程編成であるか?検証
①正しいサンプリング
サンプリングとは、母集団の性質を正しく推定する目的で、母集団よりサンプルをとることをサンプリングといいます。サンプリングを正しく行うためには、「ランダムサンプリング・測定精度・データへの異常要因の混入回避」がポイントとなります。
●【ランダムサンプリング】
ランダムサンプリングとは、サンプリング時に意志・意図が入ったものでは、本当の母集団の姿を把握することはできません。ですので、調査対象の全体から無作為にサンプリングする行為のことです。日本工業規格では、無作為な選択方法によって選んだ標本と定義しています。
例えば、技能レベルが高いオペレーターにおけるデータ取得やロット毎の初品データのみのサンプルタイミングなど、特性に影響ある要因については、同一条件下で、データに偏らないように、極力同じチャンスでサンプルに現れるよう配慮することが大切です。
●【測定精度】
この判断は、正しいのでしょうか?例えば、ある部品のロットから5個のサンプルを抜き出し、それぞれの長さを同じ測定方法で、同じ検査員が測定しました。この時測定した5個とも全て45.02mmとなりました。(規格:44.97~45.03mm)5個のデータが全て規格を満足しているため、設計図面規格を満足と判断しまし、このロットは合格として出荷しました。

ここでは、2つの問題点があります。
問題点①:測定値が全て同じ値でバラツキがないこと
サンプル5個の測定結果が全て同じとなるのは、統計的に非常に小さな確率です。殆ど有り得ない状況と考えられますので、作られたデータであるか、測定精度が低いことが考えられます。
問題点②:測定値が規格表記と同じ(100分の1mm単位)の桁数であること
少なくとも測定精度は、規格値よりも1桁下位までが必要ですので、この場合45.023mmともう一桁必要です。規格表記より1桁多い単位まで測定できる測定器が使われているか?もしくは、使われていても四捨五入して必要な桁のデータを捨ててないか?を確認する必要があります。
●【データへの異常要因の混入回避】
データを取得する場合は、現状の管理体制でのルール・工程条件が全て標準通りである状態でのデータ取りが必要となります。異常原因によるデータのバラツキは避け、本来の標準通りで避けるべき要因が発生していない状態でのデータ取得が必要です。
②工程能力指数の算出
●【工程能力とは】
まず工程能力とは、品質管理の分野において、ある工程の持つ工程能力を定量的に評価する指標の一つで、製品を作る上で製品の規格内に収まる確率を表した能力です。良品を造り出す能力のこと。そして工程能力指数とは、定められた規格限度(公差範囲内)で製品を生産できる能力を表す指標で、その能力指数により製品ロスの把握や検査頻度の決定などします。つまり、製品規格に対する能力が十分足りているか、否かを表すものです。
この工程能力指数には、Cp:公差域幅と実際のバラツキ幅(6σ)との比を表したものと、Cpk:Cpに公差中心と実測データ平均との偏りを考慮したものの2種類があります。

製品によって求められる品質レベルは異なりますが、±3σを基準にしているので、工程能力指数Cp=1は良品率99.7%ということになります。1000個作って良品997個に不良品3個の実力を示しています。Cpが1を越えると、不良は0.3%以下の高い実力になるので現状を維持し、Cpが1を下回る場合は100個作ると不良品が出てしまうレベルなので工程能力を向上させることが必要になってきます。
●【工程能力指数5分類の対応】
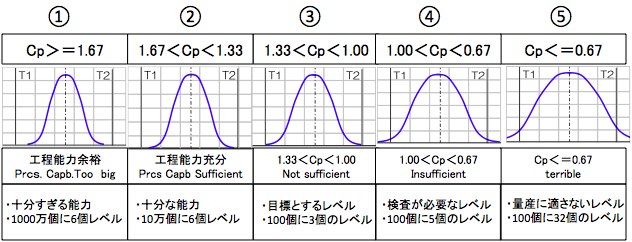
ポイントは、以下の3点です。
- a)データの分布・形の把握(正規分布でなければ、データ変換&正規分布への近似が必要)
- b)規格値中心とデータ中心のズレの有無の確認(ズレ有りの場合は、Cpkでの確認も必要)
- c)サンプリングデータ数の補正
2.維持管理体制の整備

維持管理とは、設計要件、生産技術要件、製造要件を明確にして、その中から、経時的に変化、劣化する要件などの管理項目を選定し、それを現状のままの状態で持続させるために管理することです。
設備条件などは、生産技術部門で決定する訳ですが、製造部門としても十分な検証を行う必要があります。また、製造要件の部分については、自らが必要な管理項目を選定する必要があります。製造部門として4M(Man人・Machine設備・Method作業方法・Material物)を決められた通りに維持・管理、良い製品の造り込みが使命・役割です。
では、実際にどのように工程管理(傾向管理)をして行けばよいのでしょうか?
●【工程管理(傾向管理)】
工程管理(傾向管理)とは、ある特定の方向にかたむくことがないように、工程を安定した良い状態にするために、工程の異常を早期に検知して対処し、不良を未然防止していくことです。この工程管理のポイントとなるのが、管理特性のバラツキをいかに管理していくか?ということです。
●【バラツキ管理】
バラツキ管理とは、製品のバラツキに注目し、ばらつく原因をつかむことで、平均値とバラツキに着目し、ばらつく要因を追及し、バラツキを小さくして許された範囲内に押さえ込み、安定状態に維持していくことを言います。イメージとしては、あなたの健康診断と同じようなもので、常日頃から健康診断で体の状態を把握することで、手遅れの重症になる前に、異常を早期発見・早期対処していきます。バラツキ管理のポイントは、以下の2点です。
- 【規格はずれをなくすこと】
データの分布把握で、どのような形でバラついているか?規格外れがある場合は、その要因をつかみ対策を打つことです。QC7つ道具の1つであるヒストグラムを活用して、データの分布の姿、平均値、分布のバラツキ(標準偏差)の3種類を捉える必要があります。 - 【工程を安定状態に保つこと】
異常によるバラツキは、その異常原因を取り除き、二度と同じ原因によるバラツキが発生しないように再発防止を行いましょう。工程能力が低い工程は、管理すべき要因系の洗い出しが足りなかったり、技術的ノウハウが未成熟なため、異常原因が除去できていない状態だと言えます。製造工程を安定して維持管理するには、異常原因によるバラツキ要因を取り除き、再発防止をすることが重要です。偶然原因によるバラツキは、意図的に見逃すようにします。QC7つ道具の管理図が有効です。バラツキを与える原因は、偶然原因と異常原因の2つがあります。製造工程において、製品品質にバラツキを与える原因は数多く存在しますが、以下の2つの分類することができます。
- 偶然原因:4M通りの材料、作業方法等、標準通り行っても発生するばらつき。現状のノウハウでは、突き止めて取り除くことが困難な原因。現在の技術,標準で押さえ切れない避けられない原因です。
- 異常原因:工程で人為的ミス、作業標準が守られなかったり標準が不備である等により何か異常が起こるなどで生じる見逃すことのできない、大きなばらつきを与える原因です。
3.工程保証度の確認・整備
①流出防止策の検討と整備
●【QAネットワーク】
QAネットワークとは、要素作業毎の各工程に保証ができているかの工程完結活動です。製造現場で保証すべき製品の保証項目とその製品を製造する工程との関連をマトリックス表で作成し、品質保証の網を張り、保証項目に対する工程での保証レベルを発生・流出の両面からランク評価するものです。不良品を工程内でどのように捕まえているかについて、工程の弱点を見出し、管理の充実や工程改善に結びつけることで、後工程に不具合が流れないような体制をつくる活動。不良品を造らない・流さない工夫を行い、不良品が社外へ流出することを未然に防ぎます。
●【QCMS】
QCMSとは、Quality Chain Management Systemの略です。つまり品質のサプライチェーンのことで、仕入先~製造工場までスルーで保証度を見て、チェーンのように連鎖的に品質特性が保証されていることを、関所を設け検証し改善するしくみのことです。チェーン全体の中で最も弱い部位を顕在化させたり、多くの管理特性から関所となる重要項目を抽出し、最も適切な検査工程設定も可能になります。つまりQCMSは、ある対象部品の対象特性につき、関係部品の仕入先から製造工場から出荷されるに至るまで、どのように保証体制ができているかを確認する全体保証活動です。
「注意点!QAネットワークの妥当性は、検証されていますか?」
このQAネットワーク工程診断では、固有技術を結集して「診断項目の適切な抽出・適切な評価点への振り分け」が重要なポイントとなります。この2点が不充分になると、曖昧な基準での評価となり、評価点は良いのに不良が発生するというような結果になってしまいます。つまり、過去の経験+固有技術を結集して造り上げた診断表が実際の不具合発生頻度と相関のあるものかの確認がなされているかが重要です。
②検査方法(品質チェック)の適正化
●【検査とは】
検査とは、品物を何らかの方法で測定した結果を判定基準と比較して、不良品を後工程に流さない流出防止です。検査の必要性は、自工程要件や製造での管理ポイントが明確であることが前提条件であり、工程能力があるかないかがポイントとなります。信頼性の高い流出防止活動をするためには、その作業完了後できるだけ近い工程にて実施すること。そして要求品質特性に対して、できるだけダイレクトに観ることが挙げられます。
●【全数検査と抜取検査の違い】
そして、検査方法にも全数検査と抜取検査がありますが、正しく使い分けができているでしょうか?例えば検査には、抜取検査というものがあり、一般に検査に提出されたロットから一部の試料を抜き取って試験し、結果を判定基準と比較して、そのロットの合格・不合格を判定します。そのため、サンプリングした試料中に、たまたま多くの不良品が入っていた等により、「不良品の混入の少ないロットを誤って不合格と判断してしまう」ことや「品質の悪いロットを誤って合格と判断してしまう」など誤りが発生する可能性があります。
4.ヒューマン・エラー対策!ポカヨケの適正検証
●【ポカヨケとは】

ヒューマンエラー(人間ミス)とは、意図しない結果を生じる人間の行為のことです。ポカヨケは、不良の原因ともなるヒューマンエラー(人の作業ミス)を犯しても不良が避けられる仕組みのことです。つまり、不良ゼロを実現化するための対策の1つで、機械設備等にそのポカヨケの仕組みを組み込んで行きます。つまり「見落とし・見間違い・聞き間違い・やり忘れ・やり間違い・勘違い」など、作業者のうっかり・ぼんやりがポカミスにつながらない様、手立てを工夫することがポカヨケです。
ポカヨケの考え方としては、ポカミスの発生原因を潰すつぶす、ポカミスによる不良品を造らない、不良品の流出防止という3つの考えのもとポカヨケを行います。例えば、以下のような時に活用されます。
- 不具合発生確率が小さくても、防止・検出しないと重大な問題となるもの
- 不具合が発生すると気付くまでに大量の不具合品が流出してしまうもの
- まれにしか発生しない不具合であり、全数検査では非効率なもの
- 不具合の発生部位や類似品など、間違いを識別しにくいもの
●【ポカヨケの要求性能】
ポカヨケを設定する時に注意する点は、ポカヨケが簡単に機能しなくなるようなことがないことです。例えば、ポカヨケ装置に異常が発見され、ポカヨケ縁切り状態で加工や組付を行う場合が生じた場合の処置には注意が必要です。例えば、
- 環境や作業によって、機器が故障し難いこと
- 作業者がリセットできないこと
- その機能のOK/NG状態が確認できること
- 何らかの理由で機能しなくなった時、不良品が誤って流れないこと
5.標準類の整備(QC工程表と作業標準書などの作成)
●【QC工程表】

自工程要件の洗い出し&明確にした上、管理ポイント・管理者・管理方法などを整理して工程管理体制を整備するための代表的なツールが「QC工程表」です。このQC工程表とは、製品品質を工程で造り込むために、製品の工程を原材料・部品段階から出荷までの全工程で、だれが、いつ、どのような方法で管理し、その結果がどうであるかを管理項目(点検項目)、管理方法(点検方法)、品質特性、検査方法の形で一覧表にまとめたものです。作業標準の最も大切な役割である、前工程より不良を受け取らない、自工程で不良を造らない、後工程へ不良を送らないの仕組み造りに役立つものです。
過去の経験や事例を確認することも重要ですが、製品品質に影響する要因を洗い出し、管理すべきポイントを整理するといった源流に遡ったアプローチをしないと抜けが発生し易くなります。経験や以前の製品の踏襲といったアプローチでは、結果的にはOKであったとしても、源流管理ができていないため、今まで、たまたま発生しなかった要因にズレが生じた場合、大きな問題発生に繋がるといった危険性が潜んでいます。
●【作業標準】
作業標準は、個人の判断による曖昧な作業により、図面通りの製品品質が造り込めないといった事態を極力少なくさせるためのもので、良い品質の製品を能率良く造り出すために決めた、作業手順、作業方法、作業条件をまとめたものです。適切な作業標準があっても、その作業手順の意図・目的などが理解されていない場合、その効果が半減されてしまいます。
作業標準の作成時、結果の良否がわかる判断基準が明確になっていることが重要なポイントです。そして作業標準を作る際は、実際に作業を行う作業者(オペレーター)も参画し、現場で守れる標準を作る必要があります。守れない標準をいくら作っても全く意味がありません。今、標準通りに作業が行われてないとすれば、その作業がやりにくいということが起因していると考えられます。また、重要ポイントとして、QC工程表を活用して、前工程より不良を受け取らない、自工程で不良を造らない、後工程へ不良を送らないというポイントを逃さないよう管理項目・管理方法・品質特性・検査方法と共に、自働化・ポカヨケ・目で見る管理を明確にして、作業標準を作り上げるようにしましょう。
そして、一度作成したら終わりではありません。常により高い目標を掲げ改善しつづけることが重要です。より良い製品が造り込めるよう作業標準も具体的・客観的で作業者に親切に図、表、写真、絵、具体的数値などをできる限り活用した標準を作っていきましょう。
まとめ
工程計画・整備段階では、過去の製品での製品不具合や設備不具合などを考慮し、新製品の設備への対策織込み内容をまとめ、要望書として工程計画・整備を行う生産技術部門に要望しましょう。
実際の設備製作時には、発注者としてだけでなく、実際に設備を使う担当者としての厳しい目線でも概観、機能、安全、操作性、保守点検作業性などの点検も行いましょう。











 新製品立上げ時、工程計画・整備段階での製造部門の品質保証){kind=link}